 登錄
登錄  注冊(cè)
注冊(cè) 短信碼登錄
密碼登錄
獲取短信驗(yàn)證碼
獲取短信驗(yàn)證碼

2024-04-11
曹陽(yáng)
齊齊哈爾二機(jī)床(集團(tuán))有限責(zé)任公司
普通數(shù)控機(jī)床一般有X、Y、Z三個(gè)直線軸,在給機(jī)床各坐標(biāo)軸命名時(shí),一般都是先命名直線軸中的主軸(Z軸),因?yàn)橹鬏S和機(jī)床關(guān)聯(lián)很大,是機(jī)床重要的組成部件,刀具的裝夾、工件的切削、動(dòng)力與切削力的轉(zhuǎn)換都由主軸實(shí)現(xiàn),可以說(shuō)主軸是整個(gè)數(shù)控機(jī)床的心臟。主軸定位精度直接決定工件的加工質(zhì)量和加工精度。
1 加工誤差的產(chǎn)生
在數(shù)控機(jī)床進(jìn)行機(jī)械加工時(shí),造成主軸熱變形的熱源分為外部熱源和內(nèi)部熱源,無(wú)論是機(jī)床內(nèi)部摩擦產(chǎn)生熱源,還是由于外部環(huán)境對(duì)數(shù)控機(jī)床的溫度產(chǎn)生影響,根據(jù)物理學(xué)可知,金屬在受熱后會(huì)發(fā)生膨脹。因?yàn)闄C(jī)床零件結(jié)構(gòu)、材料的差異性使每個(gè)零件溫升、變形量(拉伸、扭曲等)都不相同,由于溫度的升高使數(shù)控機(jī)床的主軸產(chǎn)生一定位移,造成加工刀具和加工件之間錯(cuò)位,即造成加工誤差,如圖1所示。
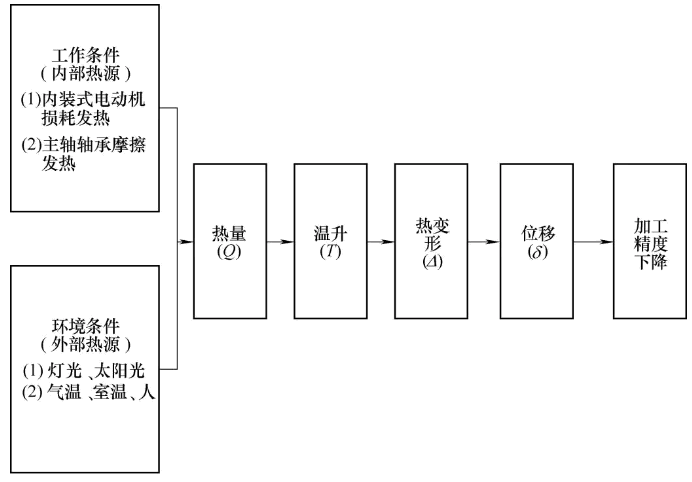
圖1 數(shù)控機(jī)床主軸產(chǎn)生熱誤差的條件
2 機(jī)床熱態(tài)分析方法
機(jī)床受溫度影響發(fā)生熱變形而產(chǎn)生的誤差為熱誤差。在各種類型的誤差中,熱誤差可占機(jī)床誤差的40%~70%,是影響機(jī)床加工精度的主要因素。而機(jī)床主軸的熱誤差直接反映在機(jī)床加工零件的質(zhì)量上。目前,針對(duì)熱態(tài)特性,可以采用以下兩種方法對(duì)數(shù)控機(jī)床主軸進(jìn)行熱態(tài)分析。
(1)有限元分析法:使用有限元法對(duì)滑枕進(jìn)行熱變形分析,建立滑枕模型。對(duì)滑枕的外部熱源和內(nèi)部熱源等參數(shù)進(jìn)行計(jì)算,和滑枕有限元分析后的模型組建熱誤差模型,仿真分析出滑枕內(nèi)部溫度分布情況,得到滑枕內(nèi)部的熱變形誤差。
(2)測(cè)量法:該方法是在滑枕內(nèi)部安裝溫度傳感器,直接測(cè)量數(shù)控機(jī)床主軸在工作時(shí)的溫度情況,使用激光位移傳感器對(duì)主軸的熱伸長(zhǎng)情況進(jìn)行測(cè)量,臨末對(duì)溫度和熱變形進(jìn)行分析。
有限元分析法可深入分析滑枕內(nèi)部熱源及周圍環(huán)境影響下的熱態(tài)特性,能對(duì)主軸的熱變形有簡(jiǎn)單直觀的認(rèn)識(shí)。但對(duì)機(jī)床的影響因素很多,不能把所有的因素全部參數(shù)化,所以通常造成數(shù)值仿真結(jié)果與實(shí)際存在一定程度的偏差,這樣影響熱誤差補(bǔ)償?shù)木_度。
測(cè)量法則可直接測(cè)量機(jī)床的溫度和位移情況,但是由于傳感器無(wú)法布置到機(jī)床各個(gè)點(diǎn),無(wú)法得到整個(gè)機(jī)床的溫度和熱變形數(shù)據(jù),而且試驗(yàn)時(shí)間較長(zhǎng)。由于每臺(tái)機(jī)床的裝配精度、軸承與滑枕的間隙、軸承的發(fā)熱量以及外界溫度等都不可能完全一致,導(dǎo)致每臺(tái)機(jī)床在出廠前都需要進(jìn)行測(cè)量,而且在廠家安裝后的環(huán)境和在裝配現(xiàn)場(chǎng)的環(huán)境也存在差異,導(dǎo)致在裝配現(xiàn)場(chǎng)的數(shù)據(jù)不能適用于用戶的使用環(huán)境,安裝后仍需重新進(jìn)行熱誤差補(bǔ)償。有限元分析法和直接測(cè)量法在獲得數(shù)控機(jī)床熱態(tài)特性過(guò)程中都存在利與弊,但是這兩種方法相輔相成,具有較強(qiáng)的互補(bǔ)性,因此在生產(chǎn)過(guò)程中會(huì)結(jié)合這兩種方法使用。
3 落地?cái)?shù)控銑鏜床主軸溫度補(bǔ)償
數(shù)控TK6920落地銑鏜床主軸的熱誤差主要是由于機(jī)床進(jìn)行加工作業(yè)時(shí),將會(huì)產(chǎn)生很多較復(fù)雜的溫度場(chǎng),進(jìn)而對(duì)數(shù)控機(jī)床整體部件產(chǎn)生影響,并且由于受熱原因產(chǎn)生形變。從TK6920落地銑鏜床主軸的溫度變化情況可以發(fā)現(xiàn)主軸受熱后的變形規(guī)律。
TK6920落地銑鏜床滑枕的內(nèi)部結(jié)構(gòu)相對(duì)比較簡(jiǎn)單,發(fā)熱源主要為主軸的軸承,其他部件引起的發(fā)熱太小,可以忽略。主軸上的軸承采用進(jìn)口的高精度組配軸承,價(jià)格昂貴,所以將溫度傳感器設(shè)置在主軸軸承上,這樣既檢測(cè)了主軸的溫度,同時(shí)也能起到監(jiān)測(cè)軸承溫度的作用,一旦軸承出現(xiàn)溫度過(guò)高、超出安全溫度時(shí),系統(tǒng)會(huì)自動(dòng)報(bào)警,機(jī)床停止運(yùn)行。
由于不同條件下補(bǔ)償模型也不同,誤差模型不具有通用性,補(bǔ)償?shù)臏?zhǔn)確率低,同時(shí)結(jié)合該機(jī)床的特點(diǎn),本文采用測(cè)量法進(jìn)行補(bǔ)償。
在銑軸前五個(gè)軸承上分別布置五個(gè)溫度傳感器T1、T2、T3、T4和T5。如圖2所示,溫度傳感器T1、T4主軸轉(zhuǎn)速在1 000r/min、環(huán)境溫度在20℃時(shí)運(yùn)行180min,每15min記錄一次前軸承溫度值,由于溫度傳感器T1、T2和T3所對(duì)應(yīng)的軸承尺寸、安裝位置、轉(zhuǎn)速、潤(rùn)滑條件及工作環(huán)境都相同,并且產(chǎn)生的熱位移也基本相同,所以以傳感器T1數(shù)據(jù)代表主軸前軸承溫度值。T4、T5所對(duì)應(yīng)的軸承尺寸、安裝位置、轉(zhuǎn)速、潤(rùn)滑條件及工作環(huán)境都相同,并且產(chǎn)生的熱位移也基本相同,所以以傳感器T4數(shù)據(jù)代表主軸后軸承溫度值。主軸熱位移如圖3所示。
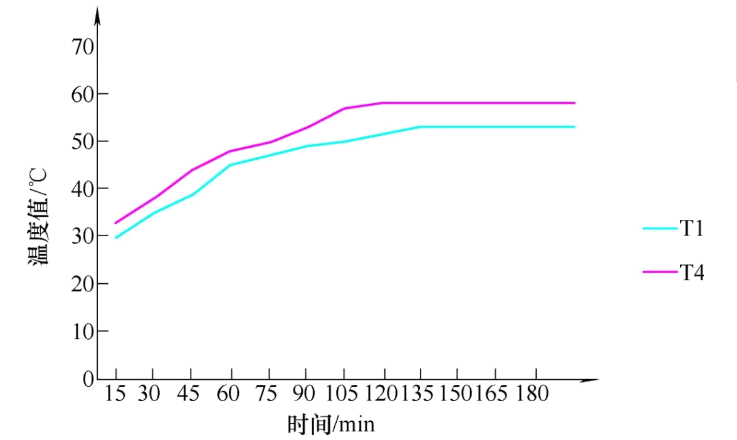
圖2 傳感器T1熱誤差變化

圖3 主軸熱位移
根據(jù)試驗(yàn)數(shù)據(jù),采用多元回歸二乘法建立熱誤差補(bǔ)償模型,即Z=5.09+10.18×ΔT1+2.13×ΔT4。
圖4所示為數(shù)控機(jī)床實(shí)時(shí)補(bǔ)償示意圖,補(bǔ)償控制器由CNC處理部分、CNC控制部分和傳感器部分組成。
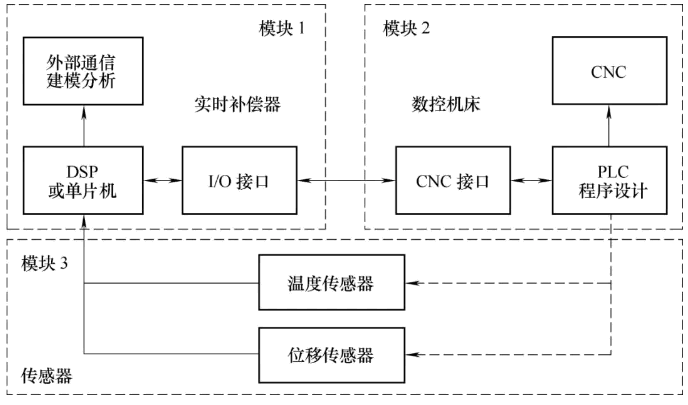
圖4 數(shù)控機(jī)床實(shí)時(shí)補(bǔ)償示意圖
構(gòu)建即時(shí)監(jiān)控系統(tǒng)能夠有效對(duì)熱誤差進(jìn)行補(bǔ)償作業(yè)。構(gòu)建后能夠通過(guò)測(cè)量數(shù)據(jù)得到即時(shí)誤差補(bǔ)償值,其中還要滿足以下幾個(gè)關(guān)鍵要素:首先要利用溫度傳感器測(cè)量主軸和位移傳感器測(cè)得的數(shù)據(jù),用多元回歸二乘法進(jìn)行計(jì)算,計(jì)算出熱變形誤差補(bǔ)償方程。將計(jì)算得到的模擬數(shù)據(jù)轉(zhuǎn)換為數(shù)字?jǐn)?shù)據(jù)。使用PLC計(jì)算出主軸需要的補(bǔ)償值并傳給數(shù)控系統(tǒng),臨末通過(guò)數(shù)控系統(tǒng)實(shí)現(xiàn)補(bǔ)償。
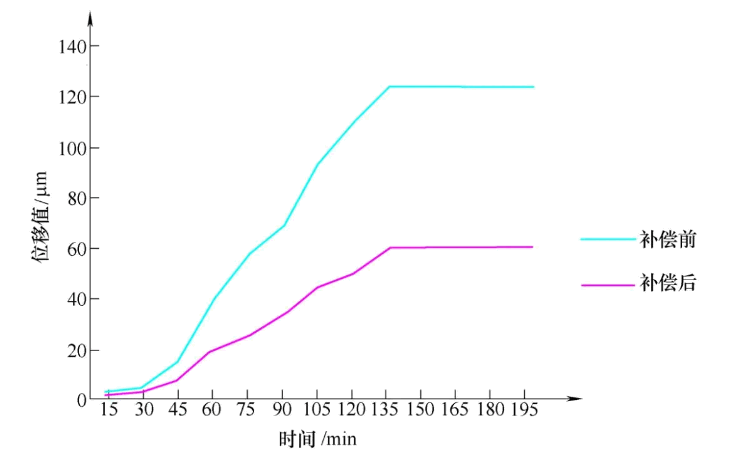
圖5 主軸熱誤差補(bǔ)償前、后對(duì)比
通過(guò)圖5可以發(fā)現(xiàn),多元回歸二乘法可以很好地對(duì)主軸的熱誤差進(jìn)行補(bǔ)償。但也有其局限性,主軸在不同的轉(zhuǎn)速下不能用同一數(shù)學(xué)模型表示,此模型只適合主軸轉(zhuǎn)速在1 000r/min時(shí)的熱誤差補(bǔ)償。機(jī)床運(yùn)行180min后,主軸的位移值由124μm減小到67μm。
來(lái)源:《金屬加工(冷加工)》雜志
1